 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Optimalisering av temperaturkontroll for å doble effektiviteten til ekstruderingsprosessen med to skruer
Ningbo Fangli Technology Co., Ltd.er enprodusent av mekanisk utstyrmed over 30 års erfaringplastrør ekstruderingsutstyr, nytt miljøvern og nytt materialutstyr. Siden etableringen har Fangli blitt utviklet basert på brukernes krav. Gjennom kontinuerlig forbedring, uavhengig FoU på kjerneteknologien og fordøyelse og absorpsjon av avansert teknologi og andre midler, har vi utvikletPVC-rørekstruderingslinje, PP-R rørekstruderingslinje, PE vannforsyning / gassrør ekstruderingslinje, som ble anbefalt av det kinesiske byggedepartementet for å erstatte importerte produkter. Vi har fått tittelen "Førsteklasses merkevare i Zhejiang-provinsen".
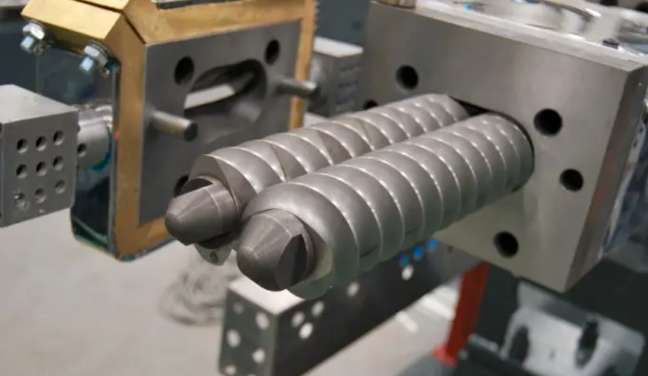
Twin-screw ekstrudering er en av nøkkelprosessene i polymerbearbeiding. Dens stabile drift og kvaliteten på sluttproduktet er sterkt avhengig av presis prosesskontroll, med temperaturkontroll som kjernen.
På grunn av kompleksiteten til utstyrsmodeller, skruekonfigurasjoner og materialmangfold, er de optimale prosessparametrene ofte utledet fra langsiktig eksperimentering og akkumulert erfaring. Det følgende gir en kort introduksjon til flere viktige temperaturrelaterte faktorer i ekstruderingsprosessen med to skruer.
01 Ekstrusjonsprosesstemperatur
Mange faktorer må tas i betraktning ved utforming av ekstruderingsprosesstemperaturen. Det primære hensynet er det høyeste smeltepunktet blant materialkomponentene. For eksempel, i en masterbatch av polypropylen, har polypropylenbæreren det høyeste smeltepunktet ved 170°C, så prosesstemperaturene for hver sone er satt til rundt 170°C. Dette kan selvfølgelig variere avhengig av oppvarmingsmetoden; temperaturer varierer mellom motstandsoppvarming og elektromagnetisk induksjonsoppvarming, hvor sistnevnte vanligvis er lavere.
For det andre er prosesstemperatur relatert til utstyrsstørrelse og produksjonshastighet. Høyere ytelse krever mer varme for å myke opp og smelte materialet, noe som krever høyere prosesstemperatur. Temperatur er også utformet segmentelt basert på transport- og skjærbehov. Høyere temperatur senker materialets viskositet og skjærkraft, mens lavere temperatur øker viskositeten og skjærkraften. Justeringer av prosesstemperatur bør også vurdere andre fysiske egenskaper ved materialet, som viskositet.
02 Feed ThroatTemperatur
Nøkkelen til å stille inn matehalstemperaturen er å forhindre at materiale fester seg til skruen, noe som vil hindre normal fôring. For å la materialet smelte tidlig for skjærdispersjon, bør innmatingshalstemperaturen være så nær bærerens smeltepunkt som mulig uten å forårsake klebing. I noen formuleringer er tilsetningsstoffer med lavt smeltepunkt tilstede i svært små mengder. Selv om de smelter, påvirker de ikke den totale materialtransporten nevneverdig, så deres innvirkning på prosesstemperaturen er minimal.
Imidlertid inneholder noen formuleringer mange materialer med lav molekylvekt. Litt forhøyede temperaturer, kombinert med varme som overføres fra nedstrøms varmesoner via skruen, kan føre til at disse materialene smelter for tidlig ved innmatingsstrupen, noe som fører til materialadhesjon og tilførselssvikt. Derfor må matesonen holdes på en lav temperatur under oppvarming før oppstart. Avkjøling må kanskje aktiveres for å opprettholde denne lave temperaturen. Ellers kan skruglidning og matingsproblemer oppstå etter oppstart. For å unngå oppstartsavvik er det ofte bedre å innledningsvis stille inn temperaturene konvensjonelt og deretter senke matesonetemperaturen etter oppstart.
03 Utluftsportens temperatur
Ventilasjonsåpningens temperatur må generelt reduseres passende. Teoretisk sett, for å forhindre at smelte lett renner ut og forårsaker ventilasjonsblødning, bør temperaturene i både sonen før og etter ventilen justeres. Denne justeringen sikrer at materialet flyter lett fremover, men har problemer med å strømme oppover og ut av ventilasjonsåpningen. Under forhold med stabil, rask strømning, god spredning og lavt smeltetrykk kan det imidlertid hende at spesielle justeringer av ventilasjonsåpningens temperatur ikke er nødvendig. Følgelig er mange operatører ikke oppmerksomme på denne parameteren.
04 Blandeseksjonstemperatur
Blandeseksjonen er et kritisk område i produksjon av masterbatch med to skruer. Temperaturkontrollen er relatert til krav til skjærkraft. Dens nøkkelfunksjon er skjærspredning av pigmenter, og skjærkraften er nært knyttet til temperaturen: for høy temperatur reduserer smelteviskositet og skjærkraft. Passende lavere temperatur øker viskositeten, noe som resulterer i bedre skjærdispersjon. Størrelsen på skjærkraften påvirker ofte hovedmotorstrømmen direkte. Derfor justerer erfarne operatører prosesstemperaturen i denne sonen basert på endringer i hovedmotorstrømmen.
05 Dø hodetTemperatur
Utforming av dysehodetemperatur: Når smelten kommer inn i dysehodet og er i ferd med å bli ekstrudert for pelletisering (enten ved trådpelletering, vannring eller undervannspelletisering), må temperaturen generelt reduseres passende. Testing kan bestemme ekstrudattemperaturen, og merker forskjellen fra smeltetemperaturen inne i fatet. Videre, hvis den er utstyrt med en on-the-fly skjermskifter, er varigheten og suksessen til skjermskifteprosessen ofte relatert til viskositet og smeltestrømningshastighet, som kan styres ved å justere dysehodetemperaturen.

Andre påvirkningsfaktorer utover temperatur
06 Matehastighetskontroll
Materhastighetskontroll påvirker direkte produksjonen. Ved stabil produksjon er ekstruderingshastigheten lik matehastigheten. Endring av matehastigheten endrer utgangen og påvirker samtidig prosessen. Økning av matehastigheten legger til mer materiale i skruen, noe som effektivt senker prosesstemperaturen; omvendt, reduksjon av matehastigheten øker effektivt prosesstemperaturen. Endringer i matehastighet påvirker også produktspredningskvaliteten. Derfor må justeringer av matehastighet vurderes helhetlig, med sikte på både en stabil masterbatch-produksjonsprosess og å sikre sluttproduktkvalitet.
07 Hovedskruehastighet
Hovedskruehastighet er rotasjonshastigheten til skruene. Med konstant matehastighet påvirker en endring i hovedskruehastigheten kun et øyeblikk ekstruderingshastigheten før den gradvis går tilbake til normalen. Skruhastighetens nøkkelrolle ligger i skjærdispersjon, som er en annen kritisk faktor for å kontrollere produktkvaliteten. Dette krever koordinering mellom temperatur og skjærhastighet. Noen produkter krever høy skjærkraft, noe som krever høyere skruehastigheter. Andre krever lav skjærkraft, som krever lavere hastigheter - selvfølgelig kan det å oppnå lav skjærkraft også innebære justeringer av prosesstemperaturen. Hver maskin har en maksimal hastighetsgrense, som må respekteres med en passende sikkerhetsmargin.
08 Smeltetrykk
Smeltetrykket holdes generelt under 1 MPa. Det er relatert til skjermpakningens maskestørrelse, pigmentdispersjonseffektivitet, smeltetemperatur og viskositet. Mindre netting, dårligere pigmentdispersjon og lavere smelteviskositet fører til høyere trykk; omvendt er trykket lavere. Smeltetrykk er en omfattende refleksjon av flere faktorer; unngå forenklede eller vilkårlige vurderinger basert på det alene. Det kan imidlertid tjene som en nyttig referanse for å justere prosessen og overvåke tilstanden til produktspredning.
09 Skjermpakkekonfigurasjon og -erstatning
Skjermpakker tjener funksjoner som filtrering og økende skjærkraft ved å forårsake tilbakestrømning av smelte. De bør konfigureres og erstattes rimelig i henhold til spesifikke produkt- og kvalitetskrav.
10 Miljøfokus forEkstrudere med to skruer
De viktigste miljøhensynene for dobbeltskrueekstrudere er: for det første, støv ved innmatingshalsen; for det andre, gasser fra ventilasjonsåpninger og dysehodet; og for det tredje, kjølevannsbehandling. Det bør gjøres en omfattende innsats for å fange opp, filtrere og samle inn disse for riktig avhending.

Oppsummert er temperatur kjernevariabelen som går gjennom hele ekstruderingsprosessen med to skruer. Den er tett koblet med parametere som matehastighet, skruhastighet og trykk, og bestemmer kollektivt smelting, transport, dispersjon, ventilering og endelig forming av materialet. En stabil ekstruderingsprosess av høy kvalitet er avhengig av presis og helhetlig kontroll av temperatursystemet.
Hvis du trenger mer informasjon,Ningbo Fangli Technology Co., Ltd.tar gjerne imot din henvendelse. Vi vil gi profesjonell teknisk veiledning eller forslag til utstyrsanskaffelser.
Send forespørsel


X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring