 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Introduksjon til rørekstruderingsprosess, utstyr, kvalitetsfeil, etc.
Ningbo Fangli Technology Co., Ltd.er enprodusent av mekanisk utstyrmed over 30 års erfaringplastrør ekstruderingsutstyr,nytt miljøvern og nytt materialutstyr.Siden etableringen har Fangli blitt utviklet basert på brukernes krav. Gjennom kontinuerlig forbedring, uavhengig FoU på kjerneteknologien og fordøyelse og absorpsjon av avansert teknologi og andre midler, har vi utvikletPVC-rørekstruderingslinje,PP-R rørekstruderingslinje, PE vannforsyning / gassrør ekstruderingslinje, som ble anbefalt av det kinesiske byggedepartementet for å erstatte importerte produkter. Vi har fått tittelen "Førsteklasses merkevare i Zhejiang-provinsen".
I. Prosessflyt
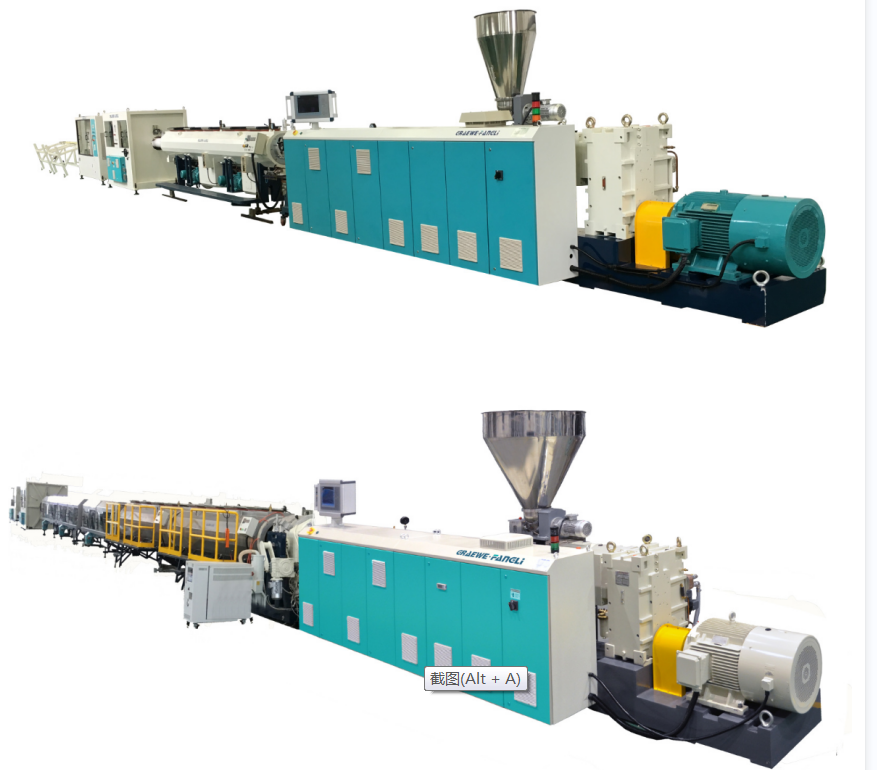
For tiden er PVC- og PO-rør de høyeste volumproduktene både innenlands og internasjonalt.Figur 1viser produksjonsprosessens flytdiagram for polyolefin (PO) rør. Plast mates inn i den ringformede spalteformen (2) ved hjelp av skruen som en jevnt myknet smelte, som ekstruderer en rørform. Denne går umiddelbart inn i kalibreringsenheten (3) for kjøling og dimensjonering, og gjennomgår deretter ytterligere tilstrekkelig kjøling i kjøletanken (4). Røret trekkes ut med konstant hastighet av den justerbareavhentingsenhet(6), og til slutt kuttes til spesifiserte lengder av kutteren (7). Tynnveggede rør med diametre under 160 mm kan kveiles til ruller av opprulleren (9).

Figur 1 Skjematisk diagram av PO-rørproduksjonsprosessflyt
1---Ekstruder; 2---PipeDø; 3---Kalibreringshylse;
4---Vakuumkalibrering kjøling; 5---Kjøletank;
6---Haul-off enhet; 7---Kutter;
8---Skriver; 9---Coiler
II. Prosess og utstyr
For PO-rørproduksjon, enhøyeffektiv enkeltskrue ekstruderbør velges. Matesonen benytter et aksialt rillet fat. Forholdet mellom skruelengde og diameter (L/D) er 30–33:1. Skruestrukturen er en to-trinns design med varierende dybde og stigning: stigningen i mateseksjonen er mindre enn skruediameteren, mens stigningen i smelte- og homogeniseringsseksjonene er større enn skruediameteren. For å forbedre blandeeffektiviteten er noen skruer utstyrt med ekstra blandehodeelementer. Denne typen enkeltskrue ekstruder gir relativt høy ytelse og god plastisering. For eksempel kan en enkeltskrue ekstruder med 90 mm skruediameter oppnå en ytelse som overstiger 600 kg/t. Videre bruker produksjon av PO-rør fylt med kalsiumkarbonat, bariumsulfat, tremel eller glassfibre typisk samroterende dobbeltskrueekstrudere.
Produksjonen av PVC-rør er grunnleggende lik produksjonen av PO-rør. Vanligvis brukt er motroterende koniske ellerparallelle dobbeltskrue ekstrudere, som tillater direkte ekstrudering av tørrblandingspulver. Effekten varierer fra 10 kg/t for rør med liten diameter til 1100 kg/t for rør med stor diameter. Skruens L/D-forhold har økt fra tidligere 18:1 til 25:1. For eksempel, adobbeltskrue ekstrudermed en 90 mm skruediameter kan oppnå en ytelse som overstiger 300 kg/t.
Som det fremgår av figur 1, består rørekstruderingsutstyret nedstrøms hovedsakelig av kjølevannstanken,avhentingsenhet, kutter, coiler, eller dumpebord.
Når røret går ut av kalibrerings- og kjøleenheten, er det ikke helt avkjølt til romtemperatur. Hvis den ikke avkjøles ytterligere, kan temperaturgradienten som eksisterer i radiell retning av rørveggen føre til at det allerede herdede ytre laget mykner igjen på grunn av temperaturøkning, noe som fører til deformasjon. På den annen side må røret også tåle påkjenninger fra trekk-, kutte- og viklingsutstyr. Derfor må restvarme fjernes, og avkjøle røret til romtemperatur. Avkjølingsmetoder inkluderer vannbad og spraykjøling. I en vannbadskjøletank skal vannivået være helt nedsenket i røret. Tanken er delt inn i flere seksjoner. Kjølevannsinntaket er satt til den siste seksjonen, noe som gjør at vannstrømningsretningen er motsatt av rørekstruderingsretningen, og skaper en kjøletemperaturgradient. Dette resulterer i mer gradvis rørkjøling og lavere indre stress. Avstanden mellom kjølevannstanken og kalibrerings-/kjøleenheten bør ikke overstige en tidel av den totale kjølelengden; ellers kan temperaturforskjellen mellom rørets yttervegg og kjølevannet øke for mye. Selv om vannbadmetoden er enkel, kan temperaturforskjeller mellom øvre og nedre vannlag i tanken forårsake ujevn avkjøling og bøyning av røret. I tillegg kan oppdriftskrefter som virker på røret lett forårsake deformasjon, noe som gjør denne metoden spesielt uegnet for kjøling av rør med stor diameter.
Funksjonen tilrøravhentingsenheter å tilveiebringe en viss avtrekkshastighet og kraft til det allerede dimensjonerte og avkjølte røret, og overvinne friksjonskraften som genereres av dimensjoneringsanordningen på røret, og derved trekke røret ut med konstant hastighet til opprullings- eller tømmebordet. Haul-off enheten er en av de viktigste delene av nedstrømsutstyr for rørproduksjon og må oppfylle følgende krav.
(1)Denhaul-offhastigheten må være i stand til trinnløs og jevn justering, og sikre konstant hastighetsavstand. Ustabil transporthastighet vil føre til at rørdiameteren svinger. Haul-off hastigheten må være tett koordinert med ekstruderingshastigheten. Rørveggtykkelsen justeres ved å regulere avtrekkshastigheten: lavere avtrekkshastighet gir tykkere vegger, høyere hastighet gir tynnere vegger. Å velge riktig transporthastighet er en effektiv metode for å sikre produktets dimensjonskonformitet. Moderne design kan oppnå maksimale transporthastigheter på opptil 30 m/min.
(2)En konstanthaul-offkraft må opprettholdes, uten noe push-pull-fenomen, ellers kan det forårsake overflatebølgedefekter på røret. Det kreves også tilstrekkelig avtrekkskraft. Den nødvendige avtrekkskraften øker med kontaktflaten og dimensjoneringen av det radielle trykket. For rør med liten og middels diameter er avtrekkskraften vanligvis 100–600 N; for rør med stor diameter er det vanligvis 800–10 000 N.
(3) Klemkraften tilavhentingsenhetgriperen skal være justerbar og i stand til å gripe rør med forskjellige diametre uten å forårsake overflateskade eller deformasjon. For tiden er gripere av larvetypen mye brukt. Disse består av 2 til 12 spor jevnt plassert rundt røret. Sporene er innstøpt med et visst antall gummi/plast klemmeblokker, for det meste konkave eller vinklede for å øke arealet som legger radialt trykk på røret. Justering av klemkraft oppnås via pneumatiske, hydrauliske eller blyskrue-muttermekanismer. Antall spor øker med rørdiameteren.
Etter at røret er dratt av til en viss lengde, må det kuttes i lengde. Kuttere kommer i ulike typer, valgt ut fra rørdiameter og veggtykkelse, materialtype, kuttelengde, kuttekvalitet, kutteform osv. Automatiske kuttere av giljotintype og radialsager er egnet for kutting av små og mellomstore rør; planetautomatiske kuttere er egnet for rør med stor diameter. Etter å ha mottatt kuttekommandoen, griper kutteren røret med en klemme og beveger seg i røravtrekkingsretningen mens den fullfører kuttehandlingen. Etter kutting skyver en pneumatisk mekanisme den tilbake til tilbakestillingsposisjon.
Coiler og dumpebord. Kun rør som ikke deformeres under bøyning, vikles til spoler ved hjelp av en oppruller, med automatisk kutting og lossing. Den lineære viklingshastigheten er synkronisert med ekstruderingshastigheten og kan justeres trinnløst. Når ekstruderingshastigheten er mindre enn 2 m/min, brukes vanligvis en enkeltstasjonsvikling; når ekstruderingshastigheten overstiger 2 m/min, bør en tostasjons- eller til og med multistasjons oppruller brukes.
III. Nøkkelfaktorer for å kontrollere rørdefekter
Etter rekkefølgen av prosessflyten i figur 1, er de viktigste relaterte faktorene for å eliminere kvalitetsfeil listet opp nedenfor.
(1)Fôringsseksjon:Råstoff formulering; form og størrelse på råvarer; fargeleggingsmetode; tørkemetode; blanding av malt/resirkulert materiale; typer og måling av tilsetningsstoffer; kjølekapasiteten til beholderhalsen.
(2)Ekstruder: Skrue diameter; skrue L/D-forhold; skrue kompresjonsforhold; skrue struktur type; skru hastighet; ventilasjonsytelse; skrue temperaturkontroll; tønne oppvarming og kjøling kontroll; temperaturprofiler langs ekstrudersoner; ekstruder dreiemoment; strømforbruk; adapter; temperaturvalg og kontroll for skjermveksler; skjermpakketype og spesifikasjon.
(3)Dø:Die gap; land lengde; dø struktur type; flyt kanal form; smelte distribusjon; temperaturinnstilling og kontroll; dø hodet trykk; kontroll av veggtykkelse.
(4) Kalibrering og kjøling:Kalibreringsmetode; kalibrator dimensjoner; vakuumboks vakuumnivå eller internt trykkkalibreringsrør lufttrykk og lengde; forsegling av kalibreringssystemet; kalibreringstid; kjølevann strømningshastighet; kjølevann temperatur; kjølemetode.
(5)Kjølevannstank:Kjølemetode; vann pipe layout; kjølevann strømningshastighet; kjøletank lengde; kjølevann temperatur; rørkjølingseffektivitet.
(6)Haul-off enhet: Haul-off hastighet og kontroll; kalibrering av haul-off kraft; klemkraft og kontroll; antall spor og effektiv lengde; overflatehardhet og form på klemblokker; avtrekkskontaktflate.
(7) Kutter: Kutter type; sagblad tannprofil og materiale; tilbakestillingsmekanisme; sponoppsamling og støvfjerning; støykontroll; begrense systemoppsett; klemme mekanisme; drivsystem og kraft; automatisk kuttehandlingssystem.
(8)Spole- og dumpebord: Spenningskontroll; lengde-kutt kommando system; valg av vinderstasjon; svingete diameter; dump handling indikasjon; vikling lineær hastighet.
(9) Vedlegg:Vilkår for automatisert produksjon:Måling av veggtykkelse; ytre diameter kontroll; vektmåling og produksjonsstatistikk; utstyr smelte pumpe driftsstatus; sentreringssystem.
Hvis du trenger mer informasjon,Ningbo Fangli Technology Co., Ltd.ønsker deg velkommen til å kontakte for en detaljert forespørsel, vi vil gi deg profesjonell teknisk veiledning eller forslag til utstyrsanskaffelser.
Send forespørsel


X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring