 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी
")

Hva er hovedårsakene til skrueslitasje?
Ningbo Fangli Technology Co., Ltd.er enprodusent av mekanisk utstyrmed nesten 30 års erfaring medplastrør ekstruderingsutstyr, nytt miljøvern og nytt materialutstyr. Siden etableringen har Fangli blitt utviklet basert på brukernes krav. Gjennom kontinuerlig forbedring, uavhengig FoU på kjerneteknologien og fordøyelse og absorpsjon av avansert teknologi og andre midler, har vi utvikletPVC-rørekstruderingslinje, PP-R rørekstruderingslinje, PE vannforsyning / gassrør ekstruderingslinje, som ble anbefalt av det kinesiske byggedepartementet for å erstatte importerte produkter. Vi har fått tittelen "Førsteklasses merkevare i Zhejiang-provinsen".
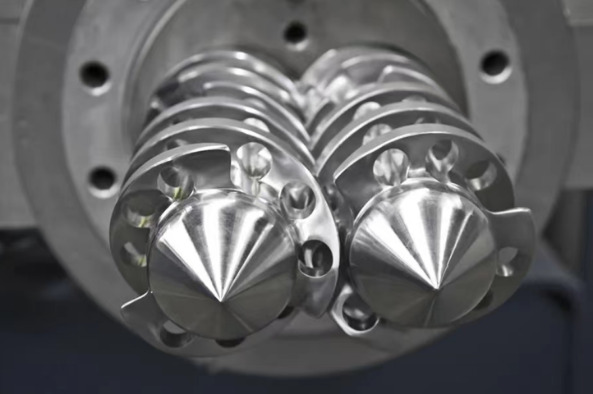
Skrue-ekstruder er kjerneutstyret innen modifikasjon av plastforming og blanding. I selve prosessen med blandingsmodifisering er skruen til ekstruderen i et tøft miljø med høyt trykk og høy temperatur og er utsatt for enorme friksjons- og skjærkrefter.
På grunn av det spesielle arbeidsmiljøet er skruefriksjonen ikke den vanlige metall-til-metall, men snarere metall-til-høy-molekylær polymer, så skrueoverflaten blir ofte sterkt slitt. Slitasjen av skruen øker avstanden mellom den og tønnen, noe som påvirker kompresjonen og skjæringen av skruen på materialet, noe som fører til en reduksjon i produktkvalitet. På den annen side øker hyppig utskifting av utslitte skruer kostnadene og forsinker produksjonsplanene, noe som resulterer i lavere produktivitet.
Skruer som må kasseres skyldes vanligvis at klaringen mellom skrue og fat er så stor etter langvarig slitasje at materialet normalt ikke kan ekstruderes, og det er også eksempler på at maskinens arbeidsevne går utover grensen på grunn av feil design eller bruk. Det følgende er en kort beskrivelse av årsakene til skrueslitasje.
1. Behandlingstemperatur
Hver plast har et prosesstemperaturområde for ideell plastisering, og fatbehandlingstemperaturen bør kontrolleres slik at den er nær dette temperaturområdet. Plastpellets transporteres fra beholderen til tønnen, og de vil først nå fylleseksjonen. I fyllingsdelen vil materialer uunngåelig ha tørr friksjon. Når disse plastene er underoppvarmet, og ujevnt smeltet, er det lett å øke slitasjen mellom innerveggen av tønnen og skrueoverflaten.
Tilsvarende, i kompresjonsseksjonen og homogeniseringsseksjonen, hvis den smeltede tilstanden til plasten er ujevn og ujevn, vil det også forårsake raskere slitasje.

2. Rotasjonshastighet
Rotasjonshastigheten bør være riktig justert. Siden noen plaster har forsterkende midler, som glassfiber, mineraler eller andre fyllstoffer. Disse stoffene har ofte mye større friksjon på metallmaterialer enn smeltet plast.
Hvis du bruker høy rotasjonshastighet, samtidig som skjærkraften på plasten økes, er det også enkelt å rive de forsterkede fibrene. De strimlede fibrene inneholder skarpe ender slik at slipekraften økes kraftig. Uorganiske mineraler glir i høy hastighet på metalloverflaten, og skrapeeffekten er ikke liten. Alt i alt bør ikke hastigheten justeres for høyt.

3. Avstanden mellom skrue og løp
Skruen roterer i tønnen, og friksjonen mellom materialet og de to gjør at skruen og arbeidsflaten til tønnen gradvis slites ut, deretter blir skruediameteren gradvis kortere og tønnens indre diameter øker. På denne måten blir gapet mellom skruen og tønnen større og større på grunn av slitasjen.
På grunn av tønnen foran hodet og motstanden til manifolden har imidlertid ikke endret seg, så det øker lekkasjestrømmen av ekstrudert materiale, det vil si at materialets matestrøm øker fra gapet til materetningen. Som et resultat sank maskinens produksjonskapasitet. Dette fenomenet øker i sin tur materialets oppholdstid i tønnen, noe som resulterer i materialnedbrytning. Hvis det er PVC, vil hydrogenkloridgassen som produseres under nedbrytning styrke korrosjonen av skruen og fatet.

4. Ujevn plastisering av materialer eller metallurenheter blandet inn
Fordi materialet ikke er myknet jevnt, eller metallurenheter er blandet inn i materialet, vil skruens rotasjonsmoment øke plutselig. Dette dreiemomentet overskrider skruens styrkegrense, og fører til at skruen vris av. Dette er ukonvensjonelle ulykkesskader.
Dette er noen vanlige årsaker til skrueslitasje, håper at innholdet ovenfor kan gi deg en bedre forståelse og kunnskap om ekstruderingsskruen.
Å redusere skruens slitasje og forlenge levetiden til skruen vil i stor grad redusere vedlikeholdskostnadene til utstyret, sikre kvaliteten på produktet og gi høyere økonomiske fordeler for din bedrift.
Hvis du trenger mer informasjon, ønsker Ningbo Fangli Technology Co., Ltd. deg velkommen til å kontakte for en detaljert forespørsel, vi vil gi deg profesjonell teknisk veiledning eller forslag til utstyrsanskaffelser.
Send forespørsel


X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring