 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Er ekstruderskruen ofte slitt? Det er disse hovedgrunnene!
Ningbo Fangli Technology Co., Ltd. er en produsent av mekanisk utstyr med nesten 30 års erfaring innenplastrør ekstruderingsutstyr, nytt miljøvern og nytt materialutstyr. Siden etableringen har Fangli blitt utviklet basert på brukernes krav. Gjennom kontinuerlig forbedring, uavhengig FoU på kjerneteknologien og fordøyelse og absorpsjon av avansert teknologi og andre midler, har vi utvikletPVC-rørekstruderingslinje, PP-R rørekstruderingslinje, PE vannforsyning / gassrør ekstruderingslinje, som ble anbefalt av det kinesiske byggedepartementet for å erstatte importerte produkter. Vi har fått tittelen "Førsteklasses merkevare i Zhejiang-provinsen".
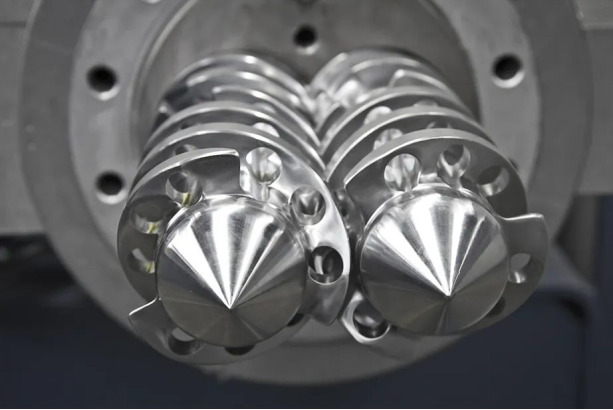
Skrueekstruderer kjerneutstyret for modifikasjon av plastforming og blanding. I selve produksjonsprosessen for blanding modifikasjon, skruen avekstruderer i et tøft høytrykks- og høytemperaturmiljø, og har stor friksjon og skjærkraft.
På grunn av det spesielle arbeidsmiljøetekstruderskrue er ikke en vanlig metall til metall friksjon, men en metall til polymer, så slitasjen på skrueoverflaten er ofte alvorlig.
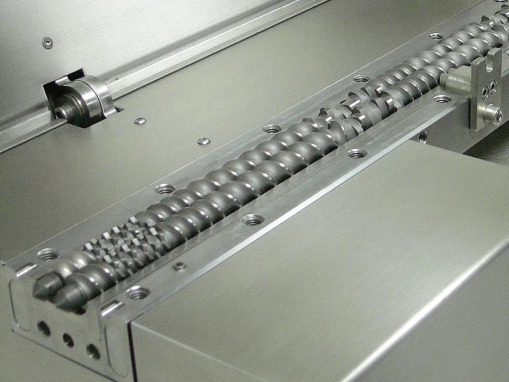
Slitasjen på skruen øker avstanden mellom skruen og tønnen, noe som påvirker kompresjonen og skjæringen av skruen på materialet, og fører dermed til en nedgang i produktkvaliteten. På den annen side øker den hyppige utskiftingen av slitte skruer ikke bare kostnadene, men forsinker også produksjonsplanen, noe som resulterer i lavere produksjonseffektivitet.
Skruen kasseres vanligvis på grunn av langvarig slitasje, og gapet mellom skruen og tønnen er for stort til å ekstruderes normalt. Imidlertid er det også tilfeller der arbeidsbelastningen forårsaket av feil utforming eller drift overskrider styrkegrensen og blir skadet. Følgende er en kort introduksjon til slitasjeårsakene til ekstruderingsskruen:
1 Behandlingstemperatur
Hver type plast har et ideelt plastiseringsbehandlingstemperaturområde. Fatbehandlingstemperaturen bør kontrolleres for å gjøre den nær dette temperaturområdet. Når plastpartiklene kommer inn i tønnen fra beholderen, vil de først nå matingsseksjonen, hvor tørr friksjon uunngåelig vil oppstå. Når disse plastene ikke er oppvarmet nok og smeltingen er ujevn, er det lett å danne den indre veggen av tønnen og overflaten på skruen for å øke slitasjen.
Tilsvarende, i kompresjonsseksjonen og homogeniseringsseksjonen, hvis smeltetilstanden til plasten er ujevn og ujevn, vil slitasjen også akselereres.

2 Hastighet
Hastigheten skal være riktig justert. Noen plaster er tilsatt forsterkende midler, som glassfiber, mineraler eller andre fyllstoffer. Friksjonskraften til disse stoffene på metallmaterialer er ofte mye større enn for smeltet plast.
Hvis det brukes høy rotasjonshastighet, er det lett å rive armeringsfiberen samtidig som plastisk skjærkraft forbedres. Den revne fiberen inneholder skarpe ender, noe som øker slitekraften betraktelig. Når uorganiske mineraler glir på metalloverflaten i høy hastighet, er deres skrapeeffekt ikke liten. Derfor bør ikke hastigheten være for høy.
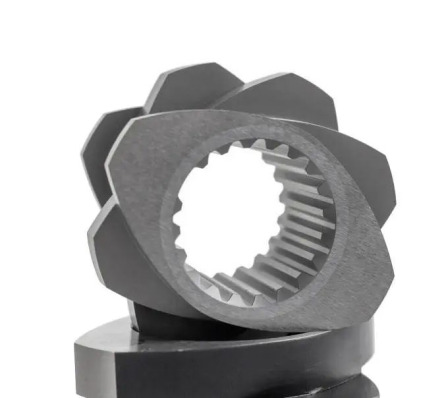
3 Avstand mellom skrue og løp
Skruen roterer i tønnen, og friksjonen mellom materialet og de to fører til at arbeidsflaten til skruen og tønnen gradvis slites, skruediameteren reduseres gradvis, og den indre hulldiameteren til tønnen øker gradvis. På denne måten øker passformdiametergapet mellom skruen og tønnen litt med gradvis slitasje av de to.
Men fordi motstanden til hodet og splitterplaten foran tønnen ikke har endret seg, økes lekkasjestrømmen til det ekstruderte materialet når det beveger seg fremover, det vil si strømmen av materialet fra diametergapet til matingen retning økes. Som et resultat gikk produksjonen av plastmaskiner ned. Dette fenomenet øker oppholdstiden for materialer i tønnen, noe som forårsaker materialnedbrytning. I tilfelle av PVC, styrker hydrogenkloridgassen som genereres fra dekomponering korrosjonen av skrue og fat.

4 Ujevn plastisering av materialer eller fremmedlegemer av metall
As the materials are not plasticized evenly or metal foreign matters are mixed into the materials, the torque of the screw suddenly increases. This torque exceeds the strength limit of the screw, causing the screw to break. This is an unconventional accident damage.
Ovennevnte er de vanligste årsakene til skrueslitasje, og vi håper at vi gjennom innholdet ovenfor kan få en bedre forståelse av ekstruderingsskruen.
Å redusere slitasjen på skruen og forlenge skruens levetid vil i stor grad redusere vedlikeholdskostnadene til utstyret, sikre kvaliteten på produktene og gi høyere økonomiske fordeler for bedriftene.
Hvis du trenger mer informasjon, ønsker Ningbo Fangli Technology Co., Ltd. deg velkommen til å kontakte for en detaljert forespørsel, vi vil gi deg profesjonell teknisk veiledning eller forslag til utstyrsanskaffelser.
Tidligere:Ytelsesegenskaper for ulike PVC-U-rør
Send forespørsel


X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring